
In mechanical engineering, springs ensure system stability, store energy, and damp vibrations. However, engineers and procurement managers frequently face a frustrating dilemma. Why do precision-engineered springs lose their elasticity long before reaching their design life?
Premature spring failure triggers unplanned equipment downtime. Furthermore, it can lead to catastrophic safety hazards. Drawing on metallurgy and failure analysis research, this article analyzes the 7 most common causes of premature spring failure. In addition, we provide actionable prevention strategies.
We specialize in various spring solutions, including extension spring and wave spring technologies.
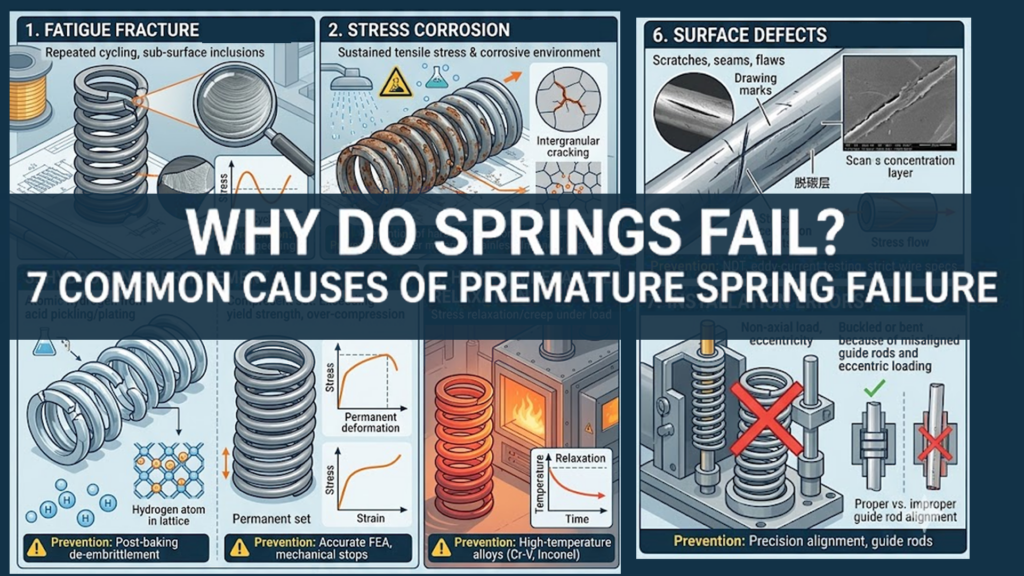
1. Fatigue Failure (The “Silent Killer” under Cyclic Loads)
Fatigue failure is the most prevalent breakdown mechanism. In fact, it accounts for over 70% of all compression spring failures. This occurs when cyclic or fluctuating loads stress the spring over time. Even if the peak stress stays below the ultimate tensile strength ($R_m$), microscopic cracks initiate at stress concentration points. Subsequently, these cracks propagate until the component snaps.
- The Evidence: The fracture surface typically exhibits a smooth zone with distinct macroscopic beach marks. Meanwhile, a rough fast-fracture zone surrounds the initiation site.
- Academic Insight: Research in the International Journal of Fatigue highlights a major vulnerability. Specifically, non-metallic inclusions (such as $\text{Al}_2\text{O}_3$ oxides) heavily dictate the fatigue limit of high-strength spring steels. Under high-cycle fatigue, these sub-surface inclusions act as primary crack initiation sites.
- Prevention: Therefore, engineers should utilize high-purity, valve-grade spring wires. Additionally, implement shot peening. This process induces a beneficial compressive residual stress layer on the spring surface to arrest early crack propagation.
2. Stress Corrosion Cracking (SCC)
Stress Corrosion Cracking (SCC) is a highly destructive phenomenon. It happens when a sustained tensile stress combines with a corrosive environment like moisture, chloride ions, or sour gas.
- The Evidence: The spring develops brittle, intergranular cracks. Consequently, it fractures abruptly without significant macroscopic deformation.
- Academic Insight: A failure analysis case study in Engineering Failure Analysis confirms this risk. Industrial springs operating in coastal or chemical environments often experience rapid SCC. As a result, corrosion pits act as localized stress risers and accelerate crack growth.
- Prevention: To counter this, you must match the spring material to the operating environment. For highly corrosive environments, substitute carbon steels with stainless steels, titanium alloys, or specialized superalloys. Alternatively, apply advanced protective coatings like Zinc-Flake (Dacromet).
3. Hydrogen Embrittlement (The Invisible Process Trap)
Hydrogen Embrittlement (HE) is an exceptionally treacherous failure mode. This is because it happens silently during manufacturing, particularly during acid pickling or 电镀 (electroplating). Microscopic atomic hydrogen diffuses into the crystal lattice of the high-strength steel. Later, when you put the spring under load, these hydrogen atoms migrate to areas of high tensile stress. Ultimately, this migration causes micro-voids and severe lattice embrittlement.
- The Evidence: The spring snaps cleanly and brittly shortly after installation. Indeed, this can happen under static load or even while sitting idle in storage.
- Prevention: Therefore, you must strictly adhere to post-coating baking protocols. Global standards dictate that springs must undergo a hydrogen-de-embrittlement baking process (typically at 200°C to 220°C for a minimum of 4 hours). Furthermore, workers must execute this step within 1 to 4 hours immediately after plating to force the trapped hydrogen out.
4. Mechanical Overloading and Plastic Deformation
Every spring has a calculated elastic limit. When the external load exceeds the material’s yield strength ($R_{p0.2}$), the spring deforms permanently. Similarly, compressing a spring excessively to its solid height forces it past its limits. Consequently, the material transitions from elastic deformation to plastic deformation.
- The Evidence:
- Set/Relaxation: The spring suffers permanent set, which permanently shortens its free length. As a result, it loses its output force.
- Ductile Fracture: Under extreme, instantaneous shock loads, the spring overloads and snaps completely.
- Prevention: To prevent this, engineers must perform rigorous finite element analysis (FEA) during the spring design support phase. In addition, incorporate mechanical positive stops within the assembly. These stops prevent the spring from compressing beyond its safe working deflection.
5. High-Temperature Relaxation (Creep)
High temperatures alter material behavior. When springs operate in elevated temperature zones, they experience a phenomenon called stress relaxation or creep. Even if the load remains constant and within safe limits, the spring’s load-bearing capacity gradually diminishes over time.
- The Evidence: The spring appears physically intact without cracks. However, its elastic force output drops drastically and causes system malfunctions.
- Academic Insight: Material science data from the Journal of Materials Engineering and Performance demonstrates this limitation. Standard carbon spring steels experience significant crystal lattice creep at temperatures exceeding 120°C.
- Prevention: For this reason, high-temperature operations require alloy spring steels containing Chromium and Vanadium or Chromium and Silicon. These materials offer superior thermal stability. Moreover, for environments exceeding 250°C, you must utilize nickel-base superalloys like Inconel X-750.
6. Surface Defects and Micro-Notches
In a torsion spring or bending, the maximum shear stress ($\tau$) always concentrates at the extreme outer surface of the wire. Accordingly, the performance of the spring is highly sensitive to the structural integrity of its surface layer.
- The Culprits: manufacturing process flaws such as drawing marks or die scratches.
- The Culprits:
- Manufacturing flaws such as drawing marks or die scratches.
- Material decarburization during heat treatment, which strips carbon away from the surface and creates a soft outer skin.
- Rough handling or improper transport during transit.
- Prevention: To eliminate these flaws, enforce non-destructive eddy-current testing on raw wires. Moreover, implement strict material specifications regarding maximum allowable decarburization depth. Finally, utilize protective packaging like partitioned trays during transit.
7. Misalignment and Installation Errors
Even a perfectly manufactured spring will fail prematurely if you install it incorrectly. Non-axial loading, eccentricity, and lateral bending introduce unintended bending stresses. Unfortunately, the spring was never designed to handle these forces.
- The Evidence: Severe localized wear appears on one side of the spring coils. In tandem, you may observe buckling or oblique fracture surfaces.
- The Culprits:
- The spring seating faces are not parallel, or the manufacturer did not grind the end coils flat.
- A misaligned guide rod or housing forces a side load onto the spring.
- Prevention: To resolve this, ensure the spring end-squareness meets rigorous tolerances (typically within 1° to 2° of perpendicularity). Additionally, for compression springs with a high slenderness ratio, always design internal guide rods or external sleeves. These components prevent buckling and ensure purely axial linear movement.
💡 Conclusion: Engineering Out the Risk
In summary, preventing premature spring failure requires a holistic approach. Engineers must combine precise application analysis, correct metallurgy, strict quality control, and precise physical alignment. By doing so, manufacturers can dramatically extend equipment uptime and optimize product safety. If you have any questions, feel free to consult our spring engineers.
📚 References & Scientific Sources
- On Fatigue & Inclusions:
- Yang, Z. G., et al. (2020). “Effects of non-metallic inclusions on the high-cycle fatigue properties of high-strength spring steels.” International Journal of Fatigue, Vol. 131.
- On Stress Corrosion Cracking (SCC):
- Martinez, J. L., & Biezma, M. V. (2018). “Failure analysis of mechanical springs operating in aggressive corrosive environments.” Engineering Failure Analysis, Vol. 92, pp. 114-125.
- On High-Temperature Creep:
- Standard Guide for Steel Springs: Material creep metrics adapted from the Journal of Materials Engineering and Performance & SAE International technical papers on high-temperature stress relaxation of SAE 9254 and Cr-V alloys.
- Manufacturing Standards: SMI (Spring Manufacturers Institute) Handbook of Spring Design guidelines for hydrogen embrittlement baking and shot peening parameters. Check our spring technical data for more info.
- SMI (Spring Manufacturers Institute) Handbook of Spring Design guidelines for hydrogen embrittlement baking and shot peening parameters.
Key measures include proper material selection for specific applications, rigorous quality control during manufacturing, protective surface treatments, regular inspection schedules, and following industry-standard design guidelines.